When a research group at Dalhousie University set out to test whether functionalized graphene nanoplatelets could meaningfully improve the mechanical properties of structural epoxy, the result was striking: at just 0.5 wt% loading, amine-functionalized GNPs delivered an 82% increase in fracture toughness, plus 38% higher tensile strength and 15% higher elastic modulus — without any significant cost or processing penalty.
The Research Question
Epoxy resins are the dominant matrix for structural composites in aerospace, wind energy, marine, and automotive applications — but they are inherently brittle. Neat epoxy resins have fracture toughness (K₁c) values typically in the 0.5–0.8 MPa·m0.5 range, which means structural components built from them can fail catastrophically once a crack initiates. The standard industry workaround is to add rubber or thermoplastic tougheners, but these typically require 10–20 wt% loading, add significant cost, and reduce stiffness and glass transition temperature.
The Dalhousie group asked a more efficient question: could a much smaller loading of functionalized graphene nanoplatelets deliver comparable toughness gains without sacrificing the other properties? And specifically: which surface functionalization route — silane coupling or amine functionalization — performs best in epoxy systems?
Materials and Methods
The authors tested three GNP variants against a neat epoxy baseline: unfunctionalized GNPs, silane-functionalized GNPs (GNP-Si), and amine-functionalized GNPs (GNP-NH₂). The GNP-NH₂ material — the variant that ultimately drove the strongest mechanical response — was supplied by Cheap Tubes Inc. (Vermont, USA). These few-layer graphene nanoplatelets carry NH₂ surface functional groups suitable for direct covalent coupling with epoxide rings. The material is packaged immediately after production to limit oxidation of the amine groups.
GNPs were loaded into the epoxy at 0.1, 0.25, 0.5, 0.75, and 1.0 wt% to map the property response across loading. Dispersion followed best-practice protocols suitable for industrial scale-up, rather than the bench-scale sonication common in academic studies — an important detail for anyone evaluating these results for production transfer. Specimens were tested for elastic modulus, ultimate tensile strength, and Mode I fracture toughness (K₁c).
Key Results
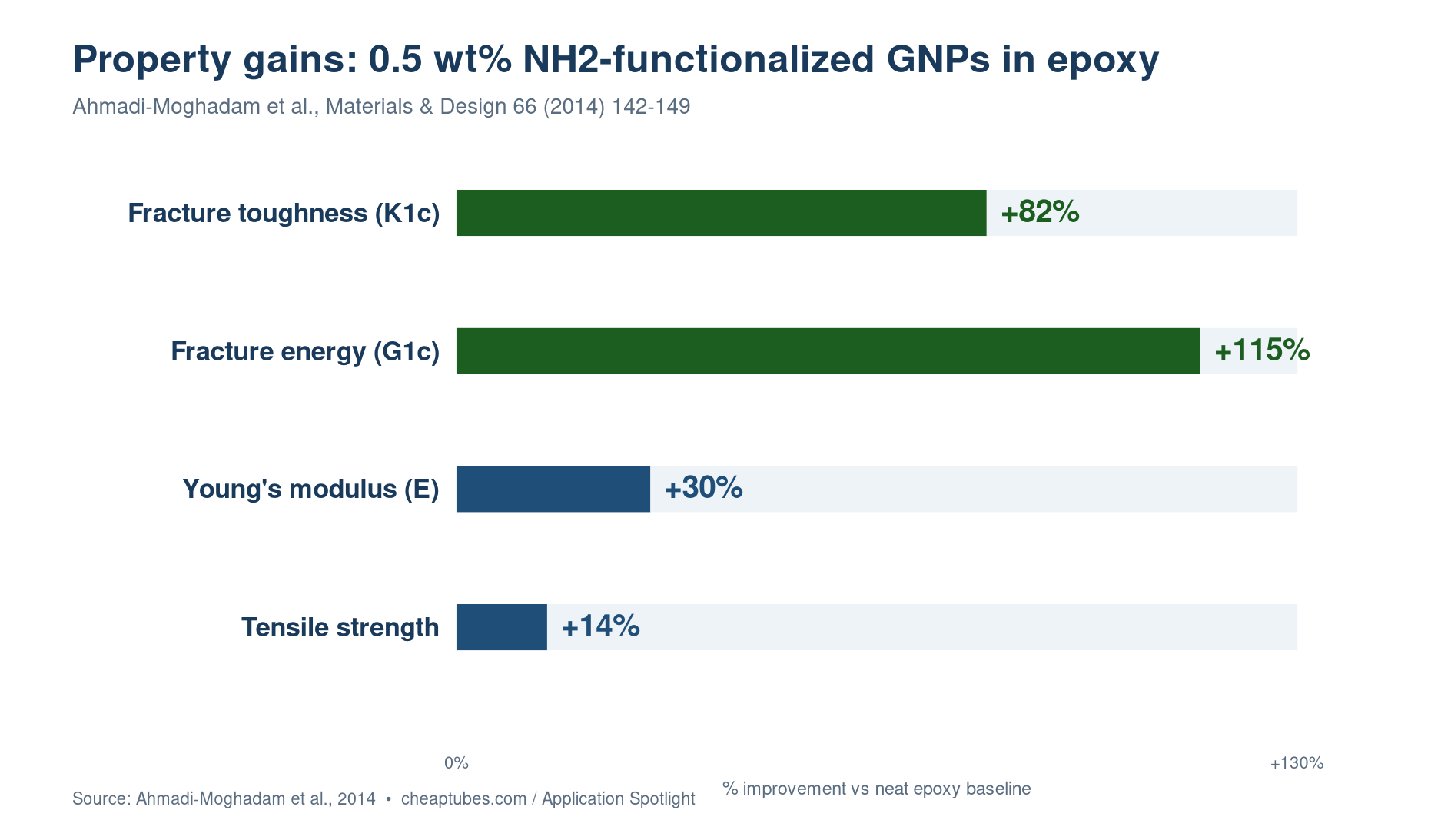
The headline result is concentrated at the 0.5 wt% loading:
- Fracture toughness (K₁c) increased by 82% with amine-functionalized GNPs — the largest improvement reported across all material variants and loadings tested.
- Ultimate tensile strength increased by 38% with functionalized GNPs, well above the average lift seen with non-processed GNPs at the same loading.
- Elastic modulus increased by 15%, meaning a stiffness benefit that does not depend on the toughening mechanism.
- Ductility improved across all GNP variants — but the functionalized GNPs (NH₂ and Si) contributed significantly more than non-processed GNPs.
- GNP-NH₂ outperformed GNP-Si at the optimal loading — a meaningful finding because plasma amine functionalization is a single-step process, while silane grafting adds a separate coupling chemistry step that increases cost and complexity for industrial users.
An important secondary observation: when the authors increased GNP loading from 0.5 wt% to 1.0 wt%, fracture toughness degraded — regardless of which GNP variant was used. The same trend has been reported for nanocomposites reinforced with carbon nanotubes. This is the classic signature of a percolation maximum: above the optimal loading, platelet–platelet interactions begin to dominate over platelet–matrix interactions, agglomerates re-form, and the reinforcement mechanism breaks down. For formulators, the practical implication is that more is not better. The optimum is somewhere in the 0.3–0.7 wt% range for amine-functionalized GNPs in epoxy.
Why Amine Functionalization Outperforms Silane
Raw graphene nanoplatelets are hydrophobic and chemically inert. When mixed into an epoxy resin, they tend to agglomerate rather than disperse uniformly. Functionalization solves this by introducing chemical groups onto the GNP surface that interact directly with the polymer matrix.
The NH₂ (amine) functionalization is particularly effective with epoxy resins because amine groups react directly with epoxide rings during curing, forming covalent bonds between the GNP surface and the polymer chains. This interface is far stronger than the van der Waals adhesion of unfunctionalized GNPs. Load can transfer from the polymer to the platelet efficiently, and the platelet resists pull-out when a crack reaches the interface — the exact behavior that increases fracture toughness.
Silane functionalization works via a different mechanism: silane coupling agents form Si–O–C bonds at the GNP surface and present organofunctional groups (amino, epoxy, or methacrylate, depending on the silane) to the matrix. The Dalhousie group’s finding that direct NH₂ functionalization outperforms silane routes at the optimal loading matters for industrial scale-up: it avoids the extra grafting step that silane coupling requires.
Dispersion Methods for GNP-Epoxy Composites
Even well-functionalized GNPs underperform if dispersion is inadequate. Three approaches dominate industrial GNP-epoxy processing:
- High-shear mixing — rotor-stator mixers at 5,000–20,000 RPM disperse GNP agglomerates effectively in low-viscosity resins. Our NH₂ GNPs are specified to exfoliate further to ~4 layers under high shear, making them well suited to this approach.
- Three-roll milling — passed repeatedly through the gap between counter-rotating rollers, agglomerates break apart by compressive shear. Slow but produces excellent dispersion; widely used in adhesives and coatings.
- Solvent-assisted dispersion — GNPs are first dispersed in a low-viscosity solvent (acetone, DMF, NMP) by combined sonication and stirring, then blended into the resin followed by solvent removal under vacuum. Gives the most uniform dispersions but requires careful solvent removal to avoid residual voids in the cured composite.
What the Numbers Mean for Industrial Applications
A 15% modulus increase means structural components can be made proportionally thinner for the same stiffness — directly reducing material cost and weight. In aerospace and automotive applications, a 15% stiffness benefit at no weight penalty (GNPs add negligible mass at 0.5 wt%) is commercially significant.
The 82% fracture toughness improvement is the more striking number. Bringing K₁c from the 0.5–0.8 MPa·m0.5 range of neat epoxy up by 82% puts the composite in the same toughness range as conventional rubber-toughened epoxy — but at 0.5 wt% GNP instead of 10–20 wt% rubber, with no loss of stiffness or glass transition temperature, and at negligible cost addition.
Combined with the 38% ultimate tensile strength gain, these results make functionalized GNP-epoxy composites attractive across multiple industries:
- Wind turbine blades — epoxy/glass-fibre composites are the dominant structural material; GNP addition at the resin level improves fatigue resistance and interlaminar fracture toughness without changing the fibre layup.
- Aerospace structural adhesives — bonded joints in composite airframes require high toughness to survive thermal cycling and dynamic loading; GNP-reinforced adhesive films are an active development area.
- Automotive body panels and structural composites — SMC, RTM, and pultruded parts benefit from the stiffness and reduced wall thickness GNP addition enables.
- Electronic encapsulants and thermal interface compounds — improved in-plane thermal conductivity of graphene aids heat dissipation from potted components.
- Pipe and pressure vessel linings — improved fracture toughness extends fatigue life of pressurised composite structures.
Current Cheap Tubes Equivalents — Order Today
The 2014 Ahmadi-Moghadam study used commercial graphene nanoplatelet precursors that were then amine-functionalized in the authors’ lab. The original precursor product line has since been discontinued. Cheap Tubes supplies graphene nanoplatelets in multiple grades that directly replace the materials used in the study, plus a pre-functionalized NH₂ variant that skips the in-house amine chemistry step entirely:
NH₂-Functionalized Graphene Nanoplatelets
The direct equivalent of the in-lab NH₂-functionalized GNPs used in the Ahmadi-Moghadam study. Pre-functionalized — no in-house amine chemistry required. Recommended starting loading: 0.3–0.7 wt% in epoxy.
View NH₂-Functionalized GNPs →Non-Functionalized Graphene Nanoplatelets
As-received GNPs for labs running their own surface chemistry. Multiple grades by lateral platelet size and specific surface area — larger lateral platelets favor mechanical reinforcement (closer to the toughness application in this study); smaller lateral platelets with higher surface area favor barrier and thermal-management applications. Available at research and production volumes.
View Non-Functionalized GNPs →All GNP Grades & Variants
Browse the full graphene nanoplatelet catalog — NH₂, COOH, fluorine, oxygen, silicon-decorated variants, plus industrial bulk grades and Flexiphene aqueous/solvent dispersions for users who want to skip the dispersion step entirely.
Browse All GNPs →Our NH₂-Functionalized Graphene Nanoplatelets
The amine-functionalized GNPs in this study are available from Cheap Tubes as our NH₂ Functionalized Graphene Nanoplatelets. These NH₂-functionalized graphene nanoplatelets are packaged immediately after production to limit oxidation of the amine groups. The platelets are specified to be friable under high shear, exfoliating further to roughly 4 layers during mixing. The platelets are specified to be friable under high shear, exfoliating further to roughly 4 layers during mixing.
We supply graphene nanoplatelets across multiple grades differing in lateral platelet size and specific surface area, available unfunctionalized as well as COOH-, OH-, and NH₂-functionalized. Production capacity supports scale-up from research quantities through pilot production without supply constraints. Contact us to discuss grade selection for your composite system.
Graphene Nanoplatelets for Polymer & Epoxy Composites
Available in multiple surface chemistries (unfunctionalized, COOH, OH, NH₂), platelet sizes, and aspect ratios. SDS, TDS, and CoA on request. Production-scale supply available.
View NH₂ GNPs → All GNP Grades Request QuoteFrequently Asked Questions
What GNP loading gives the best epoxy fracture toughness?
Based on the Ahmadi-Moghadam et al. (2014) results, the optimum is at approximately 0.5 wt% for amine-functionalized GNPs in epoxy. Below 0.5 wt% the reinforcement effect is sub-optimal; above 0.5 wt% (specifically at 1 wt% in their study), fracture toughness degrades as agglomeration begins to dominate. For your formulation, treat 0.5 wt% as a strong starting point and bracket with 0.3 wt% and 0.7 wt% trials.
Why does fracture toughness drop when GNP loading is increased above the optimum?
Above the optimal loading, platelet–platelet interactions begin to outweigh platelet–matrix interactions. Re-agglomeration of platelets creates stress concentration points rather than reinforcement, and the well-dispersed network that delivered the toughness benefit at 0.5 wt% becomes a defective composite at 1 wt%. This is the same mechanism that limits CNT-reinforced composites and is well documented in the nanocomposite literature.
Do I need silane functionalization, or are amine-functionalized GNPs enough?
The Dalhousie study found that direct NH₂ functionalization outperformed silane coupling at the 0.5 wt% optimal loading. NH₂ groups react directly with epoxide rings during cure, forming covalent bonds without requiring a separate silane grafting step. For most epoxy formulations, NH₂-functionalized GNPs are the right starting point. Silane coupling may be useful in non-epoxy matrices or systems where additional surface chemistry tuning is required.
How should I disperse NH₂ GNPs in epoxy?
Three production-compatible routes work: (1) high-shear mixing at 5,000–20,000 RPM in low-viscosity resins; (2) three-roll milling for higher-viscosity systems; (3) solvent-assisted dispersion in acetone, DMF, or NMP followed by solvent removal under vacuum. Our NH₂ GNPs are specified as friable under high shear — they will exfoliate further during mixing, increasing the effective surface area available to the resin.
What grade should I order for production trials?
For mechanical reinforcement applications like the one in this study, our pre-functionalized NH₂-functionalized graphene nanoplatelets are the standard recommendation at the 0.3–0.7 wt% loading range used in the published work. View the NH₂ GNP product page or contact us with your resin system and target properties for a specific grade recommendation.