Static strength gains in graphene-reinforced composites are well documented in the literature — but dynamic performance (fatigue, the actual failure mode of most structural composites in service) is what determines whether the gains translate to real-world reliability. A 2020 study from Carleton University, published in Polymers, demonstrated that adding just 0.1 wt% graphene nanoplatelets from Cheap Tubes to a unidirectional glass-fiber/epoxy laminate nearly doubled the fatigue life under tension-tension cyclic loading per ASTM D3479 — with a companion static-load improvement and at a loading low enough that material cost is essentially a rounding error.
2,549 → 4,779 (ASTM D3479)
8.63 → 9.22 kN (ASTM D3039)
5 × lower than typical nanofiller loadings
The Research Question
Structural composites — wind turbine blades, aircraft control surfaces, marine hulls, automotive structural components — rarely fail under their rated static load. They fail by fatigue: thousands or millions of below-rated load cycles that initiate microcracks at fiber-matrix interfaces, grow them through the matrix, and eventually trigger catastrophic delamination. So the question that matters for production composites is not “how strong can we make this?” but “how many load cycles can it survive at a given operating stress?”
Existing toughened-epoxy systems improve fatigue life but typically require 10–20 wt% rubber or thermoplastic addition that reduces stiffness and adds cost. The Rafiee research group set out to test whether multiscale reinforcement — combining the conventional micrometer-scale glass-fiber reinforcement with sub-percent loadings of nanoscale graphene — could deliver meaningful fatigue gains without the static-property penalty of conventional toughening.
Materials and Methods
Composite system
- Reinforcement fabric: Unidirectional E-Glass fabric (NMG, Wanli Village, China), three-layer cross-ply layup (0°/90°/0°).
- Laminate properties: 50% fiber volume fraction (Vf), 70% fiber weight fraction (Wf), ~1.9 mm cured thickness.
- Matrix resin: PTM&W PT-2712 — DGEBA epoxy (Part A) with DETDA curing agent (Part B), at 100:22 mix ratio per manufacturer specification.
- Graphene nanoplatelets: 1.5 nm mean platelet thickness, 5 μm mean lateral diameter, supplied by Cheap Tubes Inc. (Cambridgeport, VT, USA) — the GNP grade tested at the optimal 0.1 wt% loading.
- Reduced graphene oxide (rGO): Graphene oxide precursor obtained from a separate supplier (Ablalonyx, Norway) and thermally reduced in-house. Tested at 0.042 wt% and other loadings as a parallel comparison.
Fatigue test protocol
- Standard: ASTM D3479 (Standard Test Method for Tension-Tension Fatigue of Polymer Matrix Composite Materials).
- Equipment: Instron 8801 servo-hydraulic test frame.
- Specimen geometry: 150 mm × 25 mm × 3 mm rectangular coupons; 5 specimens tested per material condition.
- Loading: Sinusoidal tension-tension at 4 Hz, stress ratio R = 0.1 (peak load 10× minimum load), run to specimen failure.
Companion static testing
Tensile tests per ASTM D3039 on an Instron 4482, 25 mm × 3 mm cross-section, 150 mm gauge length, to confirm that fatigue gains did not come at the cost of static strength.
Key Results
Fatigue life
| Material condition | Cycles to failure (mean ± SD) | Change vs. baseline |
|---|---|---|
| Neat GFRP / epoxy (baseline) | ~2,549 | — |
| + 0.1 wt% GNP (Cheap Tubes) | 4,779 ± 1,750 | ~+87% |
| + 0.042 wt% rGO (in-house reduced) | 4,283 ± 981 | +68% |
| + 1.0 wt% GNP (above optimum) | 1,685 | −34% |
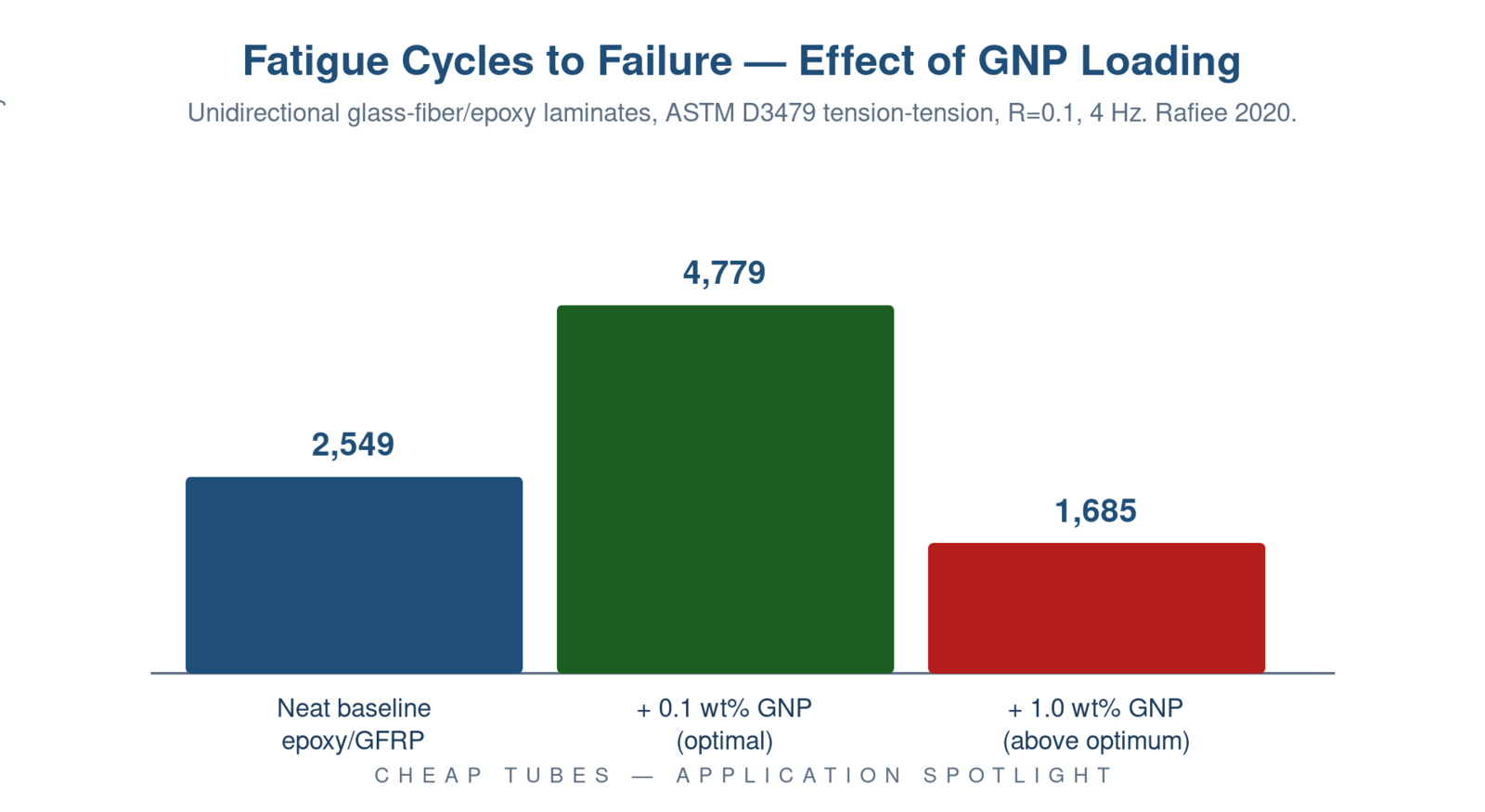
The result that matters most for a formulator: 0.1 wt% Cheap Tubes GNPs delivered the largest absolute fatigue-life improvement among all conditions tested — mean cycles to failure rose from approximately 2,549 (neat baseline) to 4,779 with the GNP-modified laminate, an ~87% increase. The rGO route at 0.042 wt% gave the highest statistical confidence result that the paper highlights (+68%), but the GNP route gave higher absolute performance.
The second critical observation: higher is not better. When the authors raised GNP loading from 0.1 wt% to 1.0 wt%, fatigue life dropped sharply (1,685 cycles, ~34% below the unreinforced baseline). This is the classic optimal-loading curve seen across nano-reinforced composites: below the optimum, more nanofiller adds more reinforcement; above the optimum, platelet–platelet interactions dominate over platelet–matrix interactions, agglomerates form, and the nanoscale benefit collapses. For formulators, the practical implication is that the sweet spot is at sub-percent loading, not “more is better.”

Static tensile
Maximum tensile load on ASTM D3039 specimens rose from 8.63 ± 0.90 kN (neat baseline) to 9.22 ± 0.48 kN with 0.1 wt% GNP — a 6.8% increase. The improvement is smaller than the fatigue gain (which is expected; nano-reinforcement primarily delays crack initiation and propagation, which is most visible in cyclic loading), but it confirms that the fatigue gains did not come at the cost of static strength. The composite is simultaneously stronger and longer-lived under cyclic load.
Why It Works: The Multiscale Reinforcement Mechanism
In a conventional glass-fiber/epoxy laminate, fatigue failure initiates at the fiber–matrix interface — the region where micron-scale glass fibers meet the bulk epoxy. Microcracks nucleate at interfacial flaws, propagate through the epoxy between fibers, and eventually bridge to neighboring fibers, triggering delamination.
When graphene nanoplatelets are dispersed in the matrix at sub-percent loading, they introduce a second length scale of reinforcement: the platelets sit between the glass fibers, in the matrix region where fatigue cracks would normally propagate. Each crack front encounters platelets whose lateral dimensions (~5 μm) are larger than the crack tip, forcing the crack to deflect around them, blunt at their faces, or bridge them — all mechanisms that dissipate energy and slow crack growth. The net effect: cycles to failure go up dramatically without any change to the glass fiber layup or weight.
This is the key insight for formulators: GNPs do not replace the glass fiber. They augment what the glass fiber does, working at a nanoscale to slow exactly the crack-propagation mechanisms that determine fatigue life. The 0.1 wt% loading adds less than 0.001 g of GNP per gram of laminate — cost and weight contributions are negligible against the engineering benefit.
What This Means for Production Composites
- Wind turbine blades: Blade root and skin laminates are limited by fatigue, not static strength. An ~87% fatigue-life gain translates directly to longer service intervals or smaller safety-factor margins — both of which improve LCOE economics.
- Marine and hydrokinetic structures: Salt-water hull laminates and tidal turbine blades see continuous low-amplitude cyclic loading. GNP-modified matrices extend overhaul intervals without changing the structural design.
- Aerospace control surfaces & secondary structures: Fatigue allowables drive certification limits for many composite components. GNP modification at the resin level lets a design retain its existing fiber layup and certification basis while improving fatigue performance.
- Automotive structural composites: SMC, RTM, and pultruded structural parts (B-pillars, floor pans, leaf springs) cycle through tens of thousands of road-load events per year. Doubling cyclic life means doubling vehicle service life on the composite side.
- Bridge and infrastructure repair laminates: External GFRP wraps for concrete column repair are loaded by wind, traffic, and thermal cycling. Fatigue durability is a key design constraint; GNP modification improves it at the formulator level.
Our Graphene Nanoplatelets for Production Composites
The GNPs used in this study are functionalized graphene nanoplatelets from Cheap Tubes. The platelets are friable under high shear — they exfoliate further during mixing into the epoxy resin, increasing the effective reinforcement area without requiring an additional dispersion step. We supply GNPs in multiple platelet-size grades and surface-chemistry variants (unfunctionalized, COOH, OH, NH2) to match the specific resin chemistry and processing route.
Graphene Nanoplatelets for Fiber-Reinforced Composites
Available in multiple surface chemistries (unfunctionalized, COOH, OH, NH2) and platelet sizes, with SDS, TDS, and CoA included on every order. Production-scale supply available for blade, marine, aerospace, and automotive composite programs.
Browse GNP Grades → NH₂-Functionalized GNPs Request QuoteFrequently Asked Questions
What GNP loading gives the best fatigue life in fiber/epoxy laminates?
Based on Rafiee et al. (2020), the optimum is approximately 0.1 wt% for unidirectional glass-fiber/epoxy laminates with DGEBA-DETDA matrix. At this loading, mean cycles to failure rose from ~2,549 (neat baseline) to 4,779 (~+87%) under ASTM D3479 tension-tension fatigue at R = 0.1 and 4 Hz. Loadings of 1.0 wt% or higher reduced fatigue life below the unreinforced baseline due to agglomeration. Treat 0.1 wt% as a starting point; bracket with 0.05 wt% and 0.2 wt% if your epoxy chemistry differs.
Why does higher GNP loading reduce fatigue life?
Above the optimum loading (somewhere between 0.1 and 1 wt% for this composite system), platelet–platelet interactions dominate over platelet–matrix interactions. Agglomerates form that act as stress concentrators rather than crack arresters — introducing failure-initiation sites instead of suppressing them. The same trend is observed in most nano-reinforced composites and is a well-documented signature of the percolation maximum.
Does GNP reinforcement improve static strength too?
Yes, but more modestly than fatigue. In the same Rafiee study, 0.1 wt% GNP increased maximum tensile load (ASTM D3039) from 8.63 to 9.22 kN — a 6.8% improvement. Nano-reinforcement is most effective at delaying crack initiation and propagation, which is most visible under cyclic loading. The fatigue benefit is several times larger than the static benefit. The composite is simultaneously stronger and significantly longer-lived under cyclic load.
How are the GNPs dispersed in the epoxy?
The Rafiee group used the manufacturer-recommended mixing protocol for the PTM&W PT-2712 epoxy system, with high-shear mixing of the GNP into Part A (the DGEBA resin) before adding the DETDA curing agent (Part B) in the standard 100:22 mass ratio. Our GNPs are friable under high shear — they exfoliate further during mixing, so the dispersion improves as you process. For other epoxy systems, three-roll milling, solvent-assisted dispersion in NMP or acetone, or planetary high-shear mixing are all production-compatible routes.
Will this work in carbon-fiber epoxy laminates too?
The Rafiee study used unidirectional E-glass fabric. The underlying mechanism (nano-platelet reinforcement of the matrix between micron-scale fibers, delaying crack propagation) applies to any fiber-reinforced composite with a matrix-dominated failure mode — including carbon fiber, basalt fiber, and natural fiber composites. Performance scaling will differ based on fiber-matrix interfacial chemistry and laminate stacking sequence, so a screening trial in your specific layup is recommended before production qualification.
What grade of GNP should I order for trial work?
For mechanical reinforcement in epoxy systems — the application validated in this paper — our NH2-functionalized GNPs (matched to the Ahmadi-Moghadam (2014) study of epoxy fracture toughness) and unfunctionalized graphene nanoplatelets at the 1–5 μm lateral-size range are the standard recommendations. Contact us with your epoxy system and target fatigue/static performance and we’ll recommend the platelet size and surface chemistry pairing.